
તાજેતરના વર્ષોમાં, જેમ જેમ વધુને વધુ લોન્ડ્રી પ્લાન્ટ્સે ટનલ વોશર સિસ્ટમ્સ પસંદ કરી છે, તેમ તેમ લોન્ડ્રી પ્લાન્ટ્સ પણ ટનલ વોશર્સની ઊંડી સમજ ધરાવે છે અને વધુ વ્યાવસાયિક જ્ઞાન મેળવ્યું છે, હવે તેઓ ખરીદવાના વલણને આંધળાપણે અનુસરતા નથી. વધુને વધુ લોન્ડ્રી પ્લાન્ટ્સ સફાઈની ડિગ્રી, ઉચ્ચ કાર્યક્ષમતા, ઓછો નુકસાન દર, ઓછો પાણી અને વરાળ ઉર્જા વપરાશ વગેરે નક્કી કરે છે. ખરીદી માટે મહત્વપૂર્ણ પરિમાણો અને ધોરણો તરીકેટનલ વોશર સિસ્ટમ, ટનલ વોશર ખરીદતી વખતે, સાધનોના સ્થિર સંચાલન પર ધ્યાન આપવા ઉપરાંત.
શરૂઆતમાં કેટલીક બ્રાન્ડ્સ પાસેથી ટનલ વોશર સિસ્ટમ ખરીદનારા મોટી સંખ્યામાં ગ્રાહકોએ જણાવ્યું હતું કે, શ્રમ બચત ઉપરાંત, ટનલ વોશર સિસ્ટમના વાસ્તવિક ઉપયોગની કાર્યક્ષમતામાં કોઈ સુધારો થયો નથી, અને પાણી, વીજળી અને વરાળનો વપરાશ ઘટ્યો નથી. નુકસાનનો દર પણ ઘણો વધ્યો છે. આનું કારણ એ છે કે શરૂઆતના તબક્કામાં કેટલાક સાધનો ઉત્પાદકો દ્વારા આપવામાં આવતા ટનલ વોશર ફક્ત આંધળા અનુકરણ છે. આ સાધનો ઉત્પાદકો સાધનોના માળખાકીય સિદ્ધાંતને સમજી શકતા નથી, જેના પરિણામે ટનલ વોશરનું ઉત્પાદન મોટી સંખ્યામાં લિનનને નુકસાન પહોંચાડે છે, અને તેઓ સારો ઉકેલ શોધી શકતા નથી, અને ગ્રાહકના લિનનને નુકસાન પહોંચાડવાની ઘટનાને દૂર કરવા માટે ફક્ત પ્રેસના દબાણને આંધળું ઘટાડી શકે છે. પરિણામે, લિનનમાં ભેજનું પ્રમાણ સતત વધી રહ્યું છે, ગ્રાહકોનો વરાળ ઉર્જા વપરાશ સતત વધી રહ્યો છે, અને સાધનોની કાર્યક્ષમતા પણ સતત ઘટી રહી છે.
ની કાર્યક્ષમતાટનલ વોશરઅને લિનનને થતું નુકસાન પાણી કાઢવાના પ્રેસ સાથે ગાઢ રીતે સંકળાયેલું છે. જો સમગ્ર ટનલ વોશર સિસ્ટમમાં પ્રેસ બળ આપતું નથી, તો સમગ્ર ટનલ વોશર બળ આપતું નથી. તેથી, પ્રેસ સમગ્ર સિસ્ટમનો મુખ્ય ભાગ છે. અમે તમારા માટે ડિઝાઇન, રચના અને સિદ્ધાંતોમાંથી પ્રેસ શા માટે લિનનને નુકસાન પહોંચાડે છે તેનું ઊંડાણપૂર્વક વિશ્લેષણ કરીશું.

સારા પાણી નિષ્કર્ષણ પ્રેસની લાક્ષણિકતાઓ
● માળખાની સ્થિરતા
પ્રેસની રચના અને સ્થિરતા: મશીનની રચના, ગોઠવણી અને હાઇડ્રોલિક સિસ્ટમ પર આધાર રાખે છે
● સ્ક્વિઝિંગ સમય
લિનન કેક દબાવવાનો સમય: સમગ્ર ટનલ વોશર સિસ્ટમની ઉત્પાદન કાર્યક્ષમતા નક્કી કરો
● ભેજનું પ્રમાણ
દબાવ્યા પછી લિનનમાં ભેજનું પ્રમાણ: લોન્ડ્રી ફેક્ટરી ઊર્જા બચત કરે છે કે નહીં તે નક્કી કરો.
● નુકસાનનો દર
શણના તૂટવાના દરને દૂર કરવો: લોન્ડ્રી પ્લાન્ટના ખર્ચ નિયંત્રણ અને પ્રતિષ્ઠા.
અમે ચોથા લક્ષણનું વિગતવાર વિશ્લેષણ આપીશું. સમગ્ર લોન્ડ્રી પ્લાન્ટના નુકસાન દરની દ્રષ્ટિએ, ટનલ વોશરના આંતરિક ડ્રમના ગડબડ અને લિનનના વૃદ્ધત્વને કારણે થતા નુકસાન ઉપરાંત, બાકીનું મુખ્યત્વે નુકસાનથી આવવું જોઈએ.પાણી નિષ્કર્ષણ પ્રેસ. જ્યારે પ્રેસના નુકસાનની વાત આવે છે, ત્યારે આપણે પ્રેસના કાર્યકારી સિદ્ધાંત અને પ્રેસની રચનાને સમજવી જોઈએ.
પ્રેસિંગ પ્રોગ્રામ્સની ખોટી સેટિંગ્સ
પ્રેસને કારણે શણને નુકસાન થવાના ઘણા કારણો છે, અને આ લેખ અયોગ્ય પ્રેસ પ્રોગ્રામ સેટિંગ્સ પર ધ્યાન કેન્દ્રિત કરે છે.
હાલમાં, લોન્ડ્રી પ્લાન્ટ દ્વારા ધોવામાં આવતા મોટાભાગના શણ હોટેલ દ્વારા પૂરા પાડવામાં આવે છે, અને શણના પ્રકારો ખૂબ જ જટિલ છે. હોટલોને સેવા આપતી લોન્ડ્રીમાં 40-50 જેટલા ઓછા હોટેલ ગ્રાહકો હોઈ શકે છે, જ્યારે કેટલાક મોટા શણ સોથી વધુ ગ્રાહકોને સેવા આપી શકે છે. દરેક શણના સ્પષ્ટીકરણો, ફેબ્રિકની ઘનતા અને સામગ્રી સમાન નથી. ઉપરાંત, સમયનો ઉપયોગ અને જૂના અને નવાની ડિગ્રી જેવા પરિબળો ખૂબ જ અલગ છે. પરિણામે, પ્રેસિંગ પ્રક્રિયાની આવશ્યકતાઓ ખૂબ ઊંચી છે.
જો પ્રેસ કાર્યક્ષમતા વધારે હોય, તો દબાયેલા લિનન પ્રેસમાં પાણીનું પ્રમાણ ઓછું હશે. તે મુખ્યત્વે પાણીની કોથળીનો ઉપયોગ લિનનની સપાટીને બહાર કાઢવા માટે કરે છે, અને ડિહાઇડ્રેશનના હેતુને પ્રાપ્ત કરવા માટે લિનનની અંદરનું પાણી ઝડપથી બહાર કાઢવામાં આવે છે. લિનનની અંદરથી પાણીનો ઝડપી નિકાલ લિનન પર વધુ દબાણ પેદા કરશે. જો બધા લિનનની ગુણવત્તા એકસમાન હોય, તો આપણે પરીક્ષણથી જાણીએ છીએ કે લિનનને નુકસાન નિયંત્રણમાં છે તેની ખાતરી કરવા માટે નિશ્ચિત પ્રેસ સમય અને દબાણ મૂલ્ય સેટ કરવામાં કોઈ સમસ્યા નથી.
હકીકતમાં, શણના સ્પષ્ટીકરણો, ફેબ્રિકની ઘનતા, સામગ્રી, ઉપયોગનો સમય અને જૂના અને નવા વૃદ્ધત્વની ડિગ્રી સમાન નથી. આ સમયે, સમાન સમય અને દબાણ સાથે, દબાયેલા શણને નુકસાન ન થાય તેની ખાતરી કરવાનો કોઈ રસ્તો નથી. ઘણાલોન્ડ્રી પ્લાન્ટમાલિકો કહે છે કે, મારા નવા લેનિનનું કચડી નાખવાનું કારણ શું છે? નવા ખરીદેલા લેનિનની ઘનતા પ્રમાણમાં મોટી છે, અને લેનિન ઉત્પાદકે નવા લેનિનને પ્રમાણમાં સપાટ દેખાવા માટે કદ બદલવાની સારવાર કરી છે. આ સમયે, નવું લેનિન પારગમ્ય છે, અને પારગમ્યતા સારી નથી. જો પ્રેસ ખૂબ જ ટૂંકા ગાળામાં લેનિન પર દબાણ લાવે છે, તો કાપડની અંદરની હવા અને પાણી સમયસર બહાર નીકળી શકતું નથી. દબાણ વચ્ચેના સંબંધને કારણે, તે લેનિનને નુકસાન પહોંચાડશે.
જોકે તાત્કાલિક કોઈ નુકસાન થયું ન હતું, પરંતુ રેસાને પહેલાથી જ નુકસાન થઈ ચૂક્યું હતું. જો ધોવા પછી પાણીની અભેદ્યતા અને હવાની અભેદ્યતા સારી હોય, તો પણ શણનું જીવનકાળ ઘટશે કારણ કે પ્રારંભિક તબક્કામાં રેસાને નુકસાન થયું છે.
સીએલએમ સોલ્યુશન્સ
દ્વારા પસંદ કરાયેલ પ્રેસ સિસ્ટમસીએલએમશણની જટિલતા અનુસાર વિવિધ પ્રેસ પ્રક્રિયાઓ પસંદ કરી શકે છે. (શણને આમાં વિભાજિત કરવામાં આવે છે: ટુવાલ, ચાદર, રજાઇના કવર, ઓશિકાના કવચ, નવા અને જૂના, કપાસ, પોલિએસ્ટર, મિશ્રિત, વગેરે)
શણની સર્વિસ લાઇફ અલગ હોય છે, અને ફેબ્રિક જે દબાણનો સામનો કરી શકે છે તે અલગ હોય છે.
લિનન અને એક્ઝોસ્ટ કામગીરીની ફેબ્રિક ઘનતા અલગ અલગ હોય છે, જેને નિયંત્રિત કરવા માટે પણ અલગ અલગ ક્રિયાઓની જરૂર પડે છે.
શણના કાપડની ઘનતા અલગ અલગ હોય છે જેને નિયંત્રિત કરવા માટે અલગ અલગ ક્રિયાઓની જરૂર પડે છે.
આ પ્રભાવિત પરિબળો માટે તૂટવાનું નિયંત્રણ કરવા માટે CLM પ્રેસમાં અલગ અલગ પ્રેસિંગ પદ્ધતિઓ હોય છે. CLM પ્રેસને પ્રી-પ્રેસિંગ સેક્શન અને ત્રણ મુખ્ય પ્રેશર સેક્શનમાં વિભાજિત કરવામાં આવે છે. પ્રી-પ્રેસિંગ અને નોન-પ્રી-પ્રેસિંગ બંને પસંદ કરી શકાય છે. તે અલગ અલગ લિનન અનુસાર અલગ અલગ પ્રેસિંગ પ્રક્રિયાઓને સંપૂર્ણપણે સેટ કરી શકે છે જેથી લિનનના નુકસાન દરને ઘટાડી શકાય.
❑ પ્રી-પ્રેસિંગ અને મેઈન પ્રેસિંગ
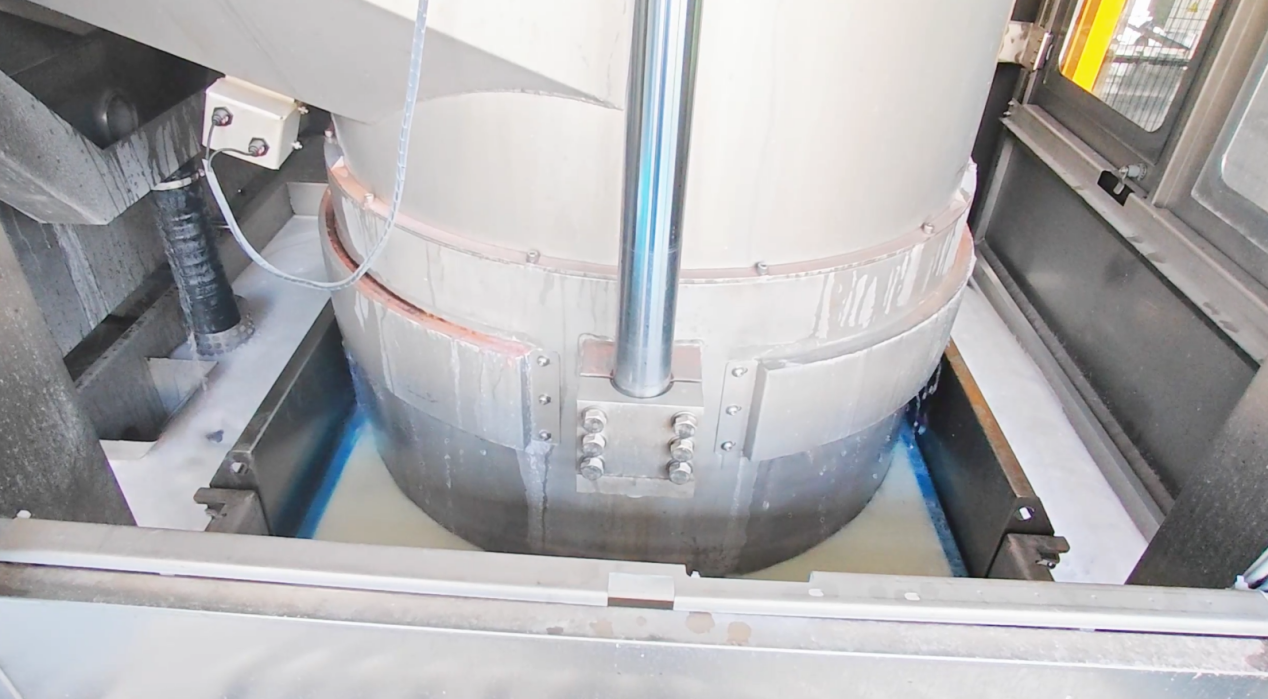
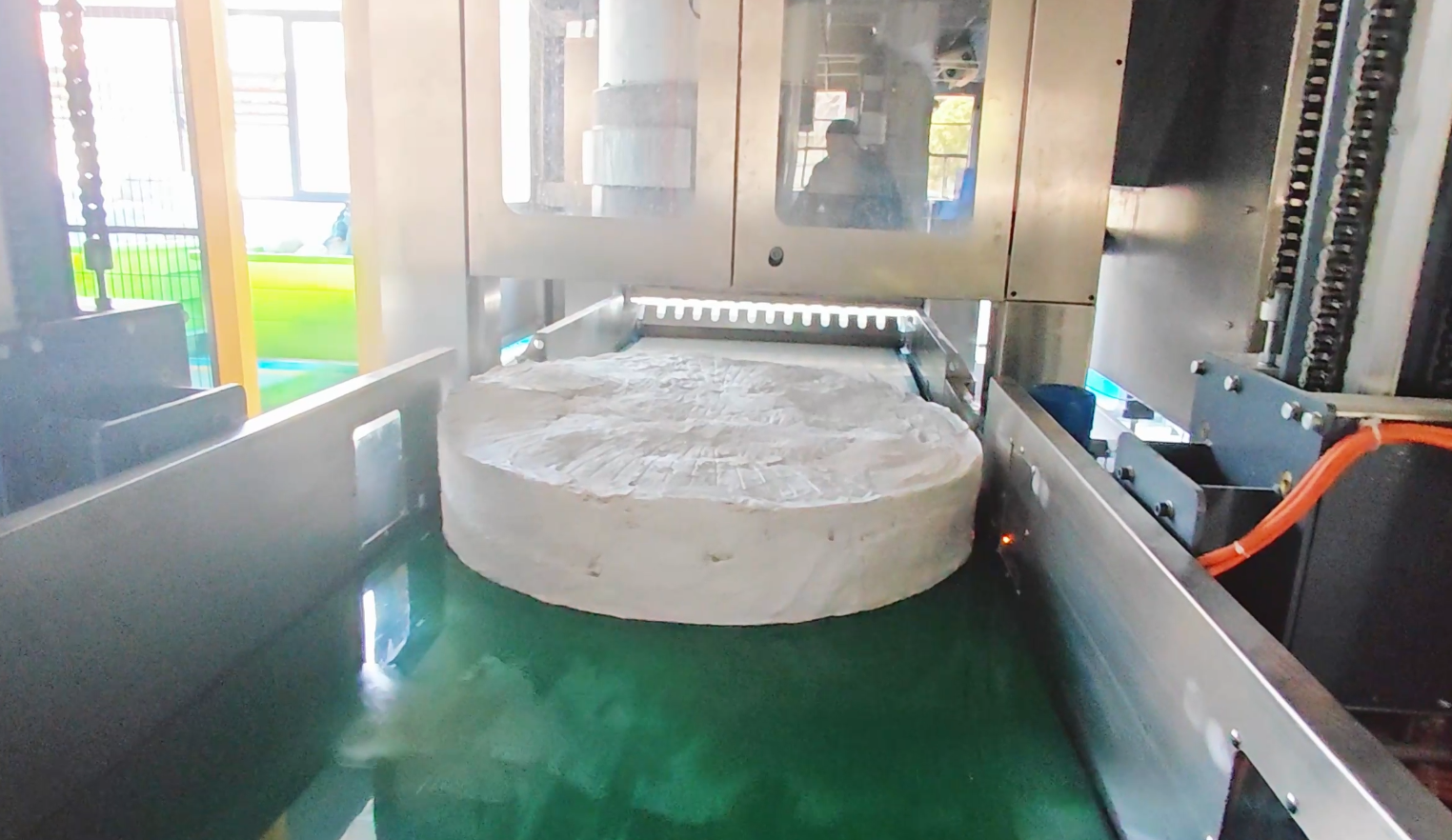
પ્રી-પ્રેસિંગનું મુખ્ય કાર્ય છે: જ્યારે લિનનને ફક્ત પ્રેસ બાસ્કેટમાં રેડવામાં આવે છે, ત્યારે પાણી વધુ હોય છે, અને તે અસમાન હોય છે. કેટલાક લિનન હોપર સાથે જોડાયેલા હોય છે. પ્રી-પ્રેશર ખૂબ જ ઓછા દબાણ પર સેટ કરી શકાય છે, અને અસમાન ફેબ્રિકને સમતળ કરતી વખતે મોટી માત્રામાં પાણી અને હવા છોડવા માટે અનુરૂપ સ્થિતિ. આ ચક્રમાં, પાણીની કોથળી દબાણ ઉત્પન્ન કરતી નથી.

પછી મુખ્ય દબાવવાનો ઉપયોગ કરો. પ્રથમ વિભાગ બીજા ડ્રેનેજ અને એક્ઝોસ્ટની પ્રક્રિયા છે, અને પાણીની કોથળીની સ્થિતિને પ્રેસ બાસ્કેટ એક્ઝોસ્ટ હોલ દ્વારા દબાવવાની જરૂર છે જેથી શણમાંથી મોટા પ્રમાણમાં પાણી અને હવા ખાલી થાય. આ પગલું શણને સુરક્ષિત રાખવા માટે બંધ કરવાનું પસંદ કરી શકે છે. શણ પર શોષાયેલ ભેજને બહાર કાઢવા માટે ઓછી ગતિ અને નીચા દબાણની ખાતરી કરવી જોઈએ. આ તબક્કે, ઉચ્ચ-દબાણના તબક્કે શણ તૂટવાનું ટાળવા માટે શણને ધીમા દબાણથી કડક રીતે દબાવવામાં આવે છે, જ્યારે શણમાં શોષાયેલ ભેજનો મોટો જથ્થો બહાર કાઢવામાં આવે છે.
જ્યારે બીજા તબક્કાની પાણીની કોથળી ચોક્કસ દબાણ સુધી પહોંચે છે, ત્યારે તેને દબાણ જાળવણી માટે ત્રીજા તબક્કામાં ફેરવવામાં આવે છે. આ તબક્કાનું કાર્ય બાકી રહેલા પાણીને બહાર કાઢવાનું છે. આ તબક્કો સમય નક્કી કરી શકે છે. તે જેટલો વધુ સમય લેશે, તેટલું વધુ પાણી તે બહાર કાઢશે.
❑ ટુવાલ દબાવવા
ટુવાલ પોતે જ સરળતાથી કચડી શકાતો નથી. જો ટુવાલ દબાવવાનો પ્રોગ્રામ 42 બાર ઉપર પહોંચી શકતો નથી (CLM પ્રેસ47 બાર સુધી પહોંચી શકે છે), તો ટુવાલમાં ભેજનું પ્રમાણ વધુ હશે. સૂકવવાનો સમય અને ઉર્જાનો વપરાશ વધુ થશે, જે પ્રમાણભૂત ટનલ વોશર સિસ્ટમની જરૂરિયાતોને પૂર્ણ કરતું નથી.
જ્યારે પ્રેસિંગ ટુવાલ પ્રોગ્રામ સેટ થઈ જાય, ત્યારે પ્રી-પ્રેસિંગ સ્ટેજ રદ કરી શકાય છે, અને મુખ્ય પ્રેસિંગ સ્ટેજ અને પ્રેશર-હોલ્ડિંગ સ્ટેજને વધુ સમય આપવો જોઈએ. પ્રેશર હોલ્ડિંગ સમય જેટલો લાંબો હશે, તેટલું વધુ પાણી બહાર કાઢવામાં આવશે, ભેજનું પ્રમાણ ઓછું થશે, સૂકવવાનો સમય ઓછો થશે અને વધુ ઊર્જા બચત થશે.
❑ હાઇ-ડેન્સિટી શીટ્સ અને ડ્યુવેટ કવર વિરુદ્ધ જૂની શીટ્સ અને ડ્યુવેટ કવર
કેટલાક હોટલ ગ્રાહકો ચાર કે પાંચ વર્ષ જૂના ચાદર અને ડ્યુવેટ કવરનો ઉપયોગ કરવાનું ચાલુ રાખે છે જે તૂટેલા નથી. આ પ્રકારના ચાદર અને ડ્યુવેટ કવર માટે, આપણે દરેક પગલાની ગતિ, સ્થિતિ અને દબાણને સમાયોજિત કરીને નુકસાનને નિયંત્રિત કરી શકીએ છીએ. તૂટવાના દરને નિયંત્રિત કરવા માટે દરેક લિનન માટે વિવિધ પ્રક્રિયાઓ વિકસાવવામાં આવે છે, લિનનના તૂટવાને રોકવા માટે આખા પ્રેસના દબાણને આંધળું ઘટાડીને નહીં, જે લોન્ડ્રી પ્લાન્ટના વરાળ વપરાશમાં અનિવાર્યપણે વધારો કરશે.
પ્રેસના માળખાકીય ડિઝાઇન અને હાર્ડવેર પાસાઓ પણ લિનનને થતા નુકસાન પર અસર કરશે. આપણે આગામી લેખમાં તેનું વિશ્લેષણ કરવાનું ચાલુ રાખીશું.
પોસ્ટ સમય: એપ્રિલ-૧૬-૨૦૨૫